Precision Boring Mills for Exceptional Performance
Discover Our Range of High-Quality Boring Mills for Accurate and Efficient Machining.
-
New machines
Fermat New Horizontal Boring and Milling Machines
Click here to find out more
-
Stock machines
Machines in stock or with short delivery time
Click here to find out more
-
Used machines
Browse our large selection of used metalworking machines
Click here to find out more
-
Spare parts
Parts for Fermat, TOS Varnsdorf, SKODA, TOS Lathes & other brands
Click here to find out more
NEW MACHINES
New Machines Now Available
-

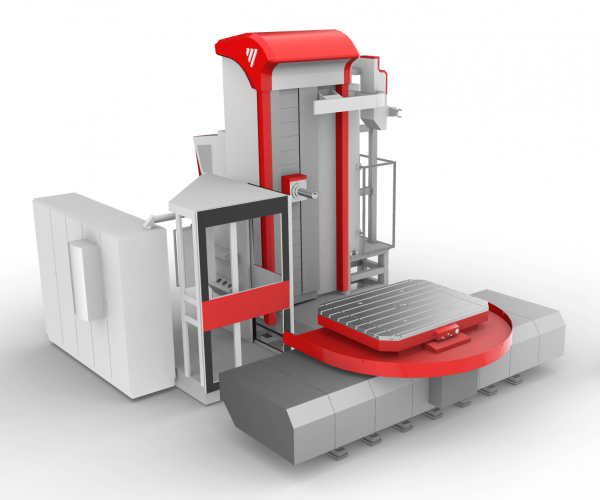
Horizontal Table-Type Machines
Table-type boring&milling machines with cross-wise table movement, are designed for machining of sma...
-

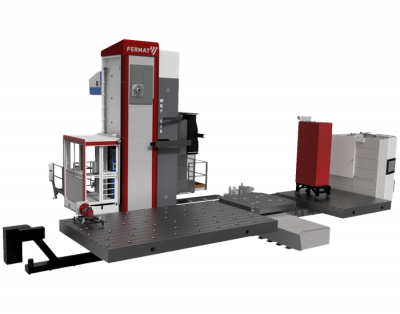
Horizontal Floor-Type Machines
Horizontal floor-type boring&milling machines with cross-wise travel of column are designed for mach...
-
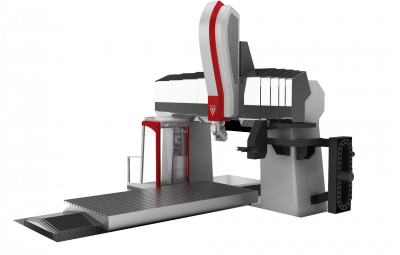
Gantry and Bridge-Type Machines
Gantry/Bridge-type machines with movable columns or table, and with wide range of optional accessori...
-
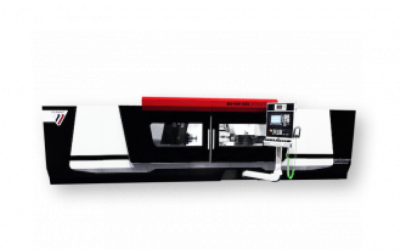
Grinding Machines
Universal cylindrical grinding machines FERMAT Machine Tool
-
Accessories
A wide offer of manual, or automatic milling heads, facing heads and much more - anything you may ne...

SERVICE AND SPARE PARTS
Service and Quality Spare Parts for Your Needs
ABOUT US
TOS America Inc.
The FERMAT brand of boring mills is one of the most in-demand in Canada, due to the high quality of the equipment supplied by the company.
TOS America Inc. carries over five decades of experience with us into every transaction, so you can be confident in our knowledge and expertise when recommending potential FERMAT boring mills. We aim to provide top class customer service to compliment our state-of-the-art equipment. Our knowledgeable staff is ready to answer any questions or concerns you have about our FERMAT boring mills. Our boring mills are among the best in terms of quality and longevity.

Blog
Latest news

03/31/2022
MG - the leading manufacturer of plate roll and section bending machines in Europe. And now also a proud owner of FERMAT horizontal boring mill, WFT 11.

11/01/2021
But for the first time the meeting did not take place in Brno, but in Nuremberg, at one of our dealers - at company Och.

03/18/2021
WFT 13 is our best-selling machine and this is one of many virtual tours of the machine that we have prepared for you.